


超硬リーマ
超硬ジェットリーマ(型式:CJ)
CJ○.○○○
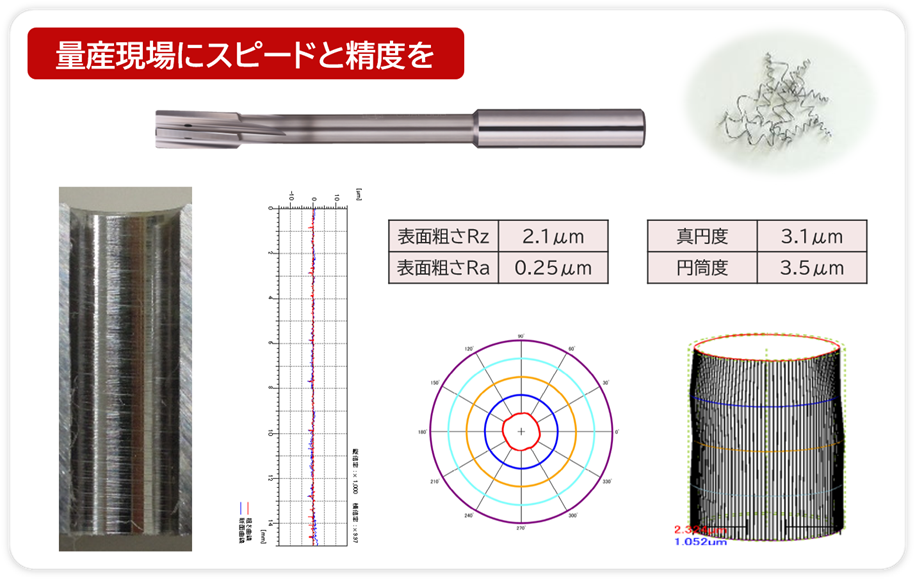
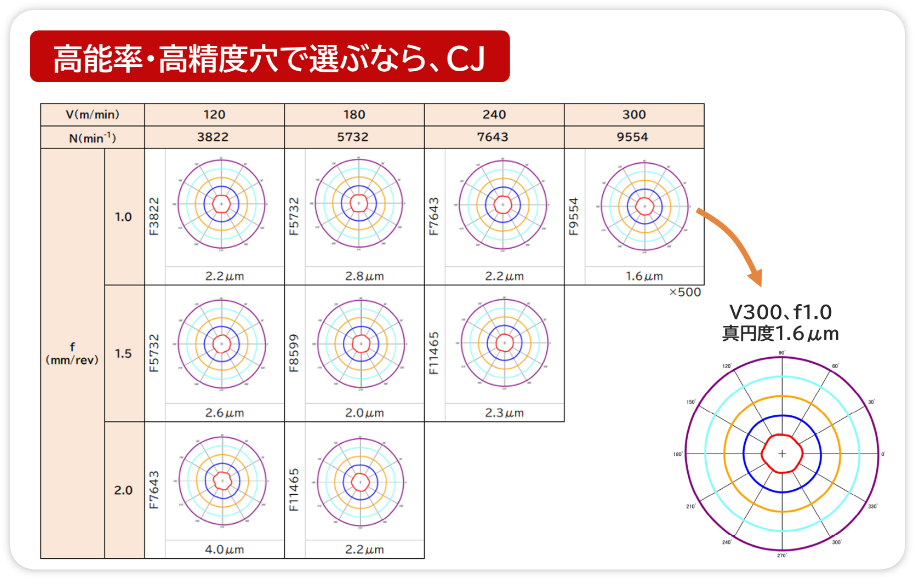
- 高能率加工 V=300m/min を実現!!
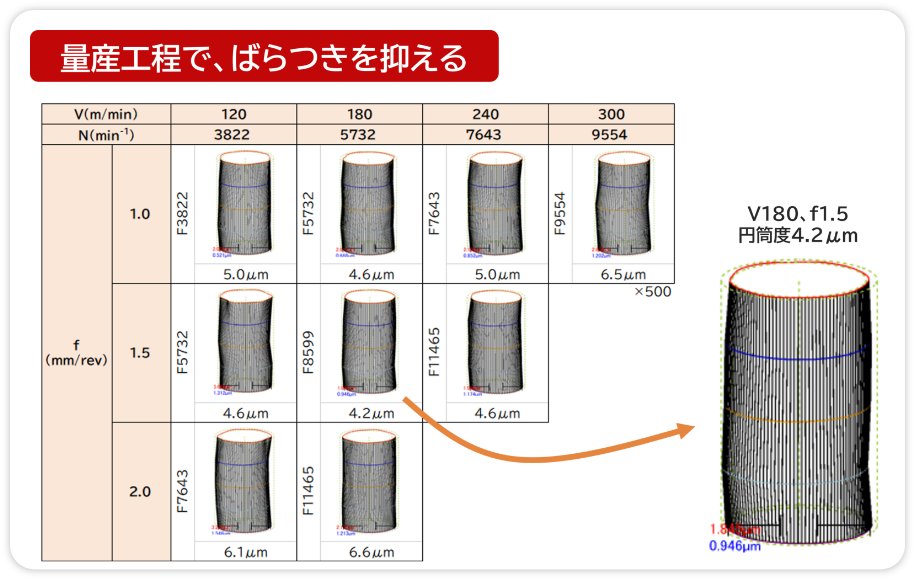
- 奇数5枚刃による高精度穴加工(ビビリ抑制、円筒精度向上)。
- 右ネジレ刃& Y字オイルホールにより、通り穴・止まり穴共用可能。
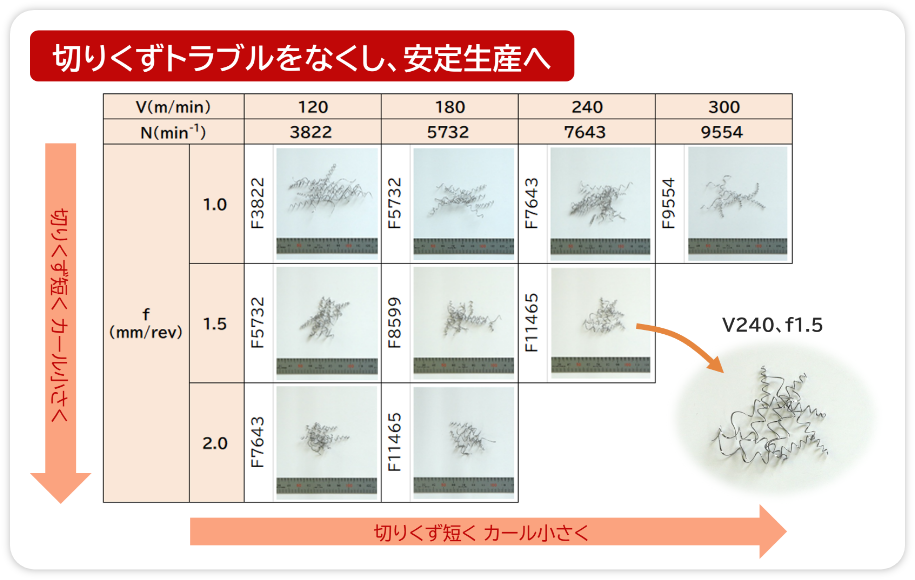
- 研究を重ねたオイルホール形状により刃先を狙った切削油剤の供給と抜群の切りくず排出性。
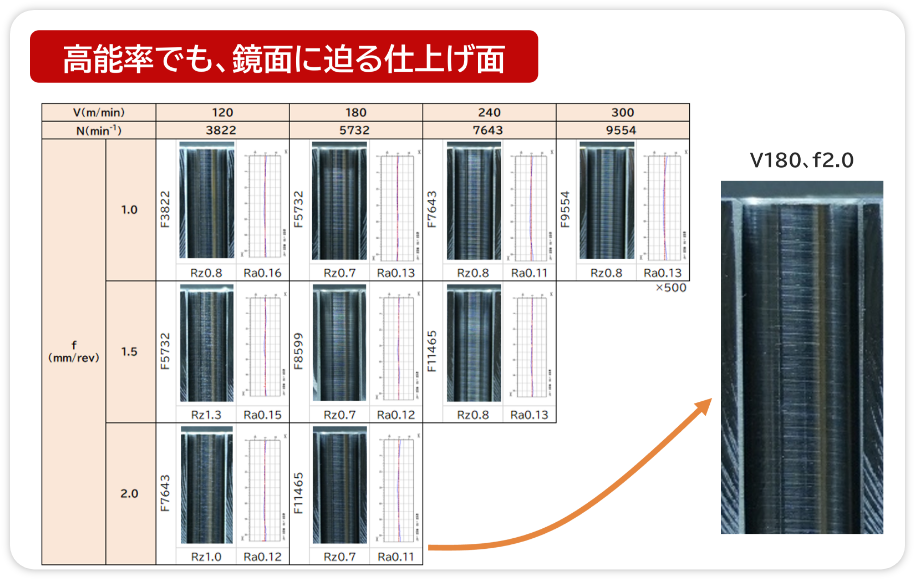
- 超高速加工に最適な、平滑性と耐熱性を兼ね備えたF.P.A コーティングを採用!
本製品の加工事例
寸法表
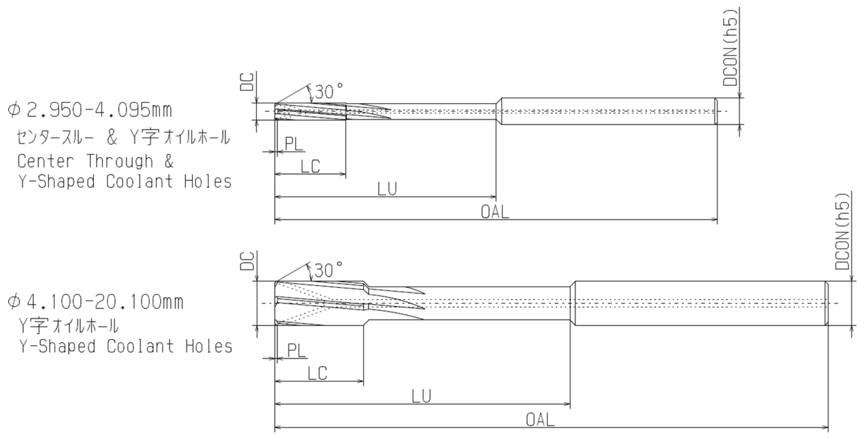
| 型式・刃径DC | 食付き長PL | 刃長LC | 首下長LU | 全長OAL | シャンク径DCON | 刃数ZEFP | オイルホール |
|---|---|---|---|---|---|---|---|
| CJ 2.950~3.095 | 0.3 | 12 | 40 | 70 | 3.0 | 5 | センタースルー &Y字 |
| CJ 3.100~4.095 | 0.3 | 12 | 40 | 75 | 4.0 | 5 | センタースルー &Y字 |
| CJ 4.100~6.095 | 0.3 | 12 | 40 | 75 | 6.0 | 5 | Y字 |
| CJ 6.100~8.095 | 0.3 | 16 | 65 | 100 | 8.0 | 5 | Y字 |
| CJ 8.100~10.095 | 0.3 | 16 | 65 | 100 | 10.0 | 5 | Y字 |
| CJ 10.100~12.095 | 0.5 | 20 | 85 | 130 | 12.0 | 5 | Y字 |
| CJ 12.100~14.095 | 0.5 | 20 | 85 | 130 | 14.0 | 5 | Y字 |
| CJ 14.100~16.095 | 0.5 | 25 | 100 | 150 | 16.0 | 5 | Y字 |
| CJ 16.100~18.095 | 0.5 | 25 | 100 | 150 | 18.0 | 5 | Y字 |
| CJ 18.100~20.100 | 0.5 | 25 | 100 | 150 | 20.0 | 5 | Y字 |
参考切削条件
| 刃径DC(mm) | 切削速度Vc(m/min) | 送り量f(mm/rev) | リーマ代(φmm) |
|---|---|---|---|
| 3 | 60~120 | 0.1~0.3 | 0.05 |
| 4 | 80~160 | 0.2~0.4 | 0.05~0.1 |
| 5 | 120~200 | 0.2~0.5 | 0.05~0.1 |
| 6 | 120~200 | 0.3~0.6 | 0.1 |
| 8 | 120~200 | 0.4~0.8 | 0.1~0.2 |
| 10 | 120~200 | 0.5~1.0 | 0.1~0.2 |
| 12 | 150~200 | 0.5~1.0 | 0.2 |
| 14 | 150~200 | 0.5~1.0 | 0.2~0.3 |
| 16 | 150~200 | 0.5~1.0 | 0.2~0.3 |
| 18 | 150~200 | 0.5~1.0 | 0.2~0.3 |
| 20 | 150~200 | 0.5~1.0 | 0.2~0.3 |
| 刃径DC(mm) | 切削速度Vc(m/min) | 送り量f(mm/rev) | リーマ代(φmm) |
|---|---|---|---|
| 3 | 60~180 | 0.3~0.6 | 0.05 |
| 4 | 80~240 | 0.4~0.8 | 0.05~0.1 |
| 5 | 120~300 | 0.5~1.0 | 0.05~0.1 |
| 6 | 120~300 | 0.6~1.2 | 0.1 |
| 8 | 120~300 | 0.8~1.6 | 0.1~0.2 |
| 10 | 120~300 | 1.0~2.0 | 0.1~0.2 |
| 12 | 160~300 | 1.0~2.0 | 0.2 |
| 14 | 160~300 | 1.0~2.0 | 0.2~0.3 |
| 16 | 160~300 | 1.0~2.0 | 0.2~0.3 |
| 18 | 160~300 | 1.0~2.0 | 0.2~0.3 |
| 20 | 160~300 | 1.0~2.0 | 0.2~0.3 |
| 刃径DC(mm) | 切削速度Vc(m/min) | 送り量f(mm/rev) | リーマ代(φmm) |
|---|---|---|---|
| 3 | 60~180 | 0.3~0.6 | 0.05 |
| 4 | 80~240 | 0.4~0.8 | 0.05~0.1 |
| 5 | 120~300 | 0.5~1.0 | 0.05~0.1 |
| 6 | 120~300 | 0.6~1.2 | 0.1 |
| 8 | 120~300 | 0.8~1.6 | 0.1~0.2 |
| 10 | 120~300 | 1.0~2.0 | 0.1~0.2 |
| 12 | 160~300 | 1.0~2.0 | 0.2 |
| 14 | 160~300 | 1.0~2.0 | 0.2~0.3 |
| 16 | 160~300 | 1.0~2.0 | 0.2~0.3 |
| 18 | 160~300 | 1.0~2.0 | 0.2~0.3 |
| 20 | 160~300 | 1.0~2.0 | 0.2~0.3 |
| 刃径DC(mm) | 切削速度Vc(m/min) | 送り量f(mm/rev) | リーマ代(φmm) |
|---|---|---|---|
| 3 | 60~120 | 0.3~0.6 | 0.05 |
| 4 | 80~160 | 0.4~0.8 | 0.05~0.1 |
| 5 | 100~200 | 0.5~1.0 | 0.05~0.1 |
| 6 | 100~200 | 0.6~1.2 | 0.1 |
| 8 | 100~200 | 0.8~1.6 | 0.1~0.2 |
| 10 | 100~200 | 1.0~2.0 | 0.1~0.2 |
| 12 | 100~200 | 1.0~2.0 | 0.2 |
| 14 | 100~200 | 1.0~2.0 | 0.2~0.3 |
| 16 | 100~200 | 1.0~2.0 | 0.2~0.3 |
| 18 | 100~200 | 1.0~2.0 | 0.2~0.3 |
| 20 | 100~200 | 1.0~2.0 | 0.2~0.3 |
| 刃径DC(mm) | 切削速度Vc(m/min) | 送り量f(mm/rev) | リーマ代(φmm) |
|---|---|---|---|
| 3 | 30~60 | 0.3~0.6 | 0.05 |
| 4 | 40~80 | 0.4~0.8 | 0.05~0.1 |
| 5 | 50~100 | 0.5~1.0 | 0.05~0.1 |
| 6 | 50~100 | 0.6~1.2 | 0.1 |
| 8 | 50~100 | 0.8~1.6 | 0.1~0.2 |
| 10 | 50~100 | 1.0~2.0 | 0.1~0.2 |
| 12 | 50~100 | 1.0~2.0 | 0.2 |
| 14 | 50~100 | 1.0~2.0 | 0.2~0.3 |
| 16 | 50~100 | 1.0~2.0 | 0.2~0.3 |
| 18 | 50~100 | 1.0~2.0 | 0.2~0.3 |
| 20 | 50~100 | 1.0~2.0 | 0.2~0.3 |
| 刃径DC(mm) | 切削速度Vc(m/min) | 送り量f(mm/rev) | リーマ代(φmm) |
|---|---|---|---|
| 3 | 10~30 | 0.05~0.1 | 0.05 |
| 4 | 10~30 | 0.1~0.2 | 0.05~0.1 |
| 5 | 20~50 | 0.15~0.3 | 0.05~0.1 |
| 6 | 20~50 | 0.2~0.4 | 0.1 |
| 8 | 20~50 | 0.2~0.4 | 0.1~0.2 |
| 10 | 20~50 | 0.3~0.5 | 0.1~0.2 |
| 12 | 20~50 | 0.3~0.5 | 0.2 |
| 14 | 20~50 | 0.3~0.5 | 0.2~0.3 |
| 16 | 20~50 | 0.3~0.5 | 0.2~0.3 |
| 18 | 20~50 | 0.3~0.5 | 0.2~0.3 |
| 20 | 20~50 | 0.3~0.5 | 0.2~0.3 |