

超硬リーマ
プレミアムリーマ(型式:FPR)
FPR〇.〇〇〇
- 独自の刃形形状により、切りくずがらみを抑制。
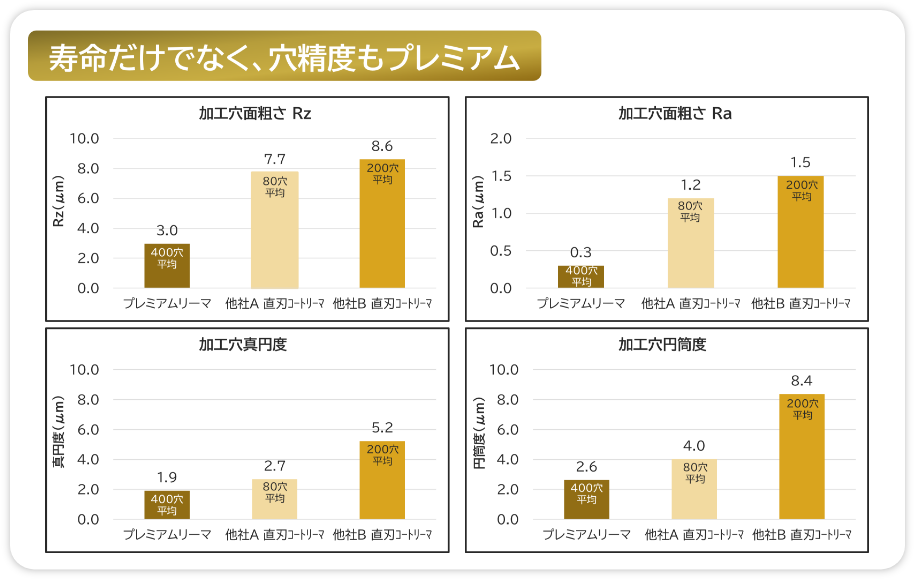
- 加工初期から安定した高精度穴加工が可能。
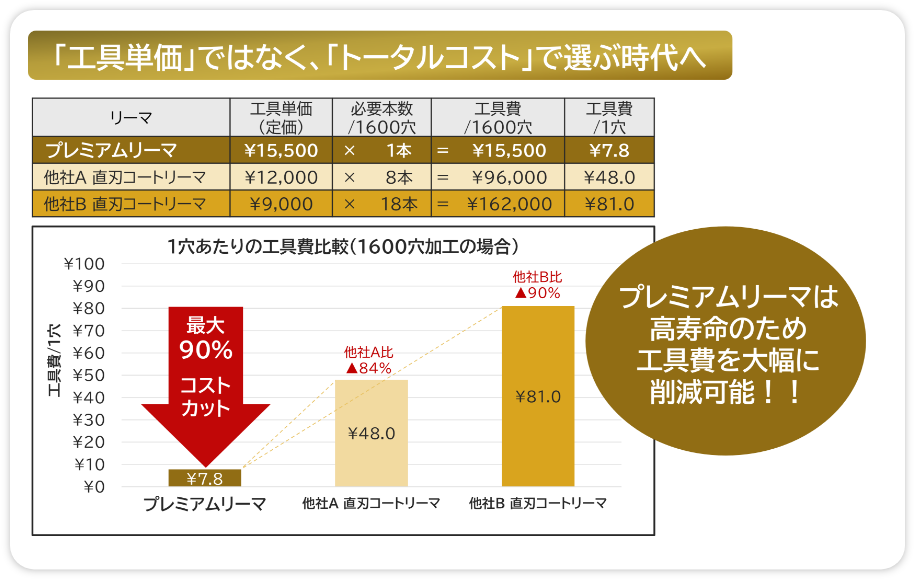
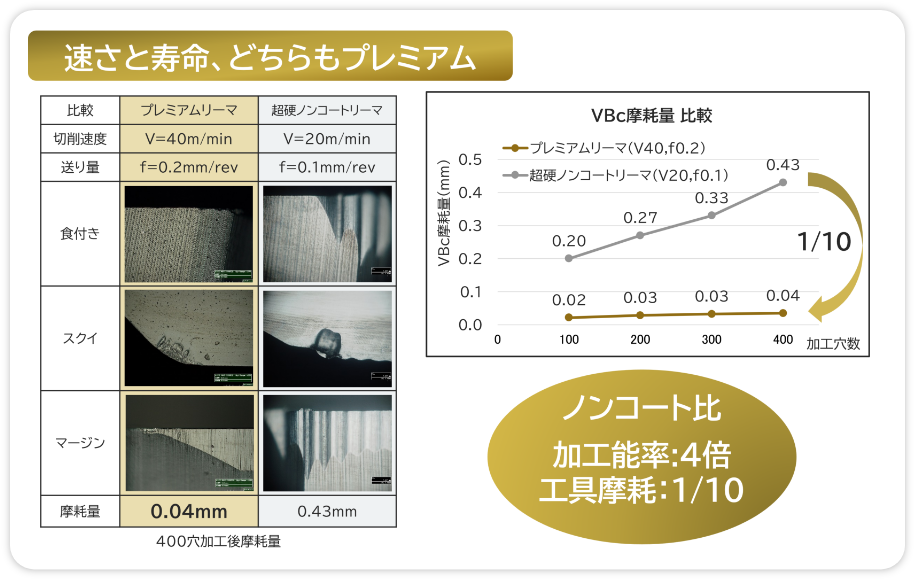
- 高能率加工と工具摩耗の低減をバランスよく実現。
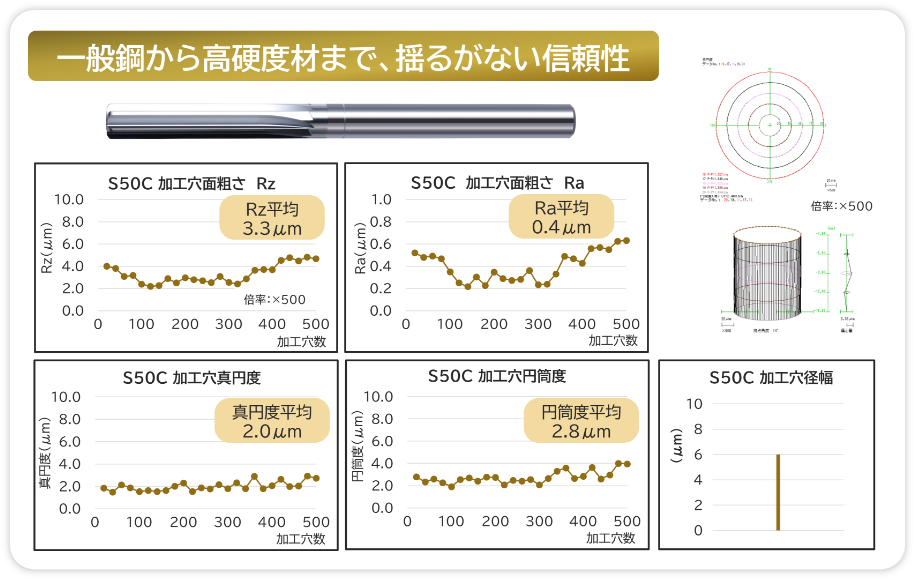
- 幅広い被削材に対応。
- 平滑性と耐熱性を兼ね備えたF.P.Aコーティングを採用。
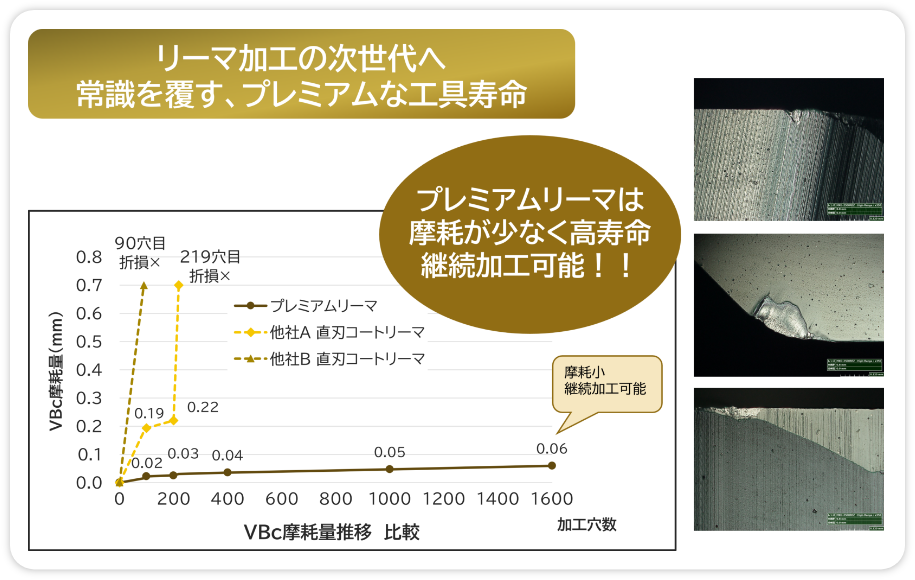
本製品の加工事例
寸法表
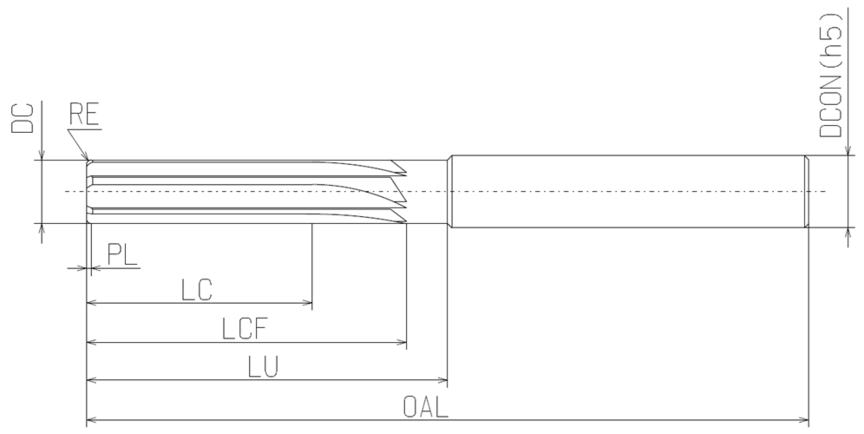
| 型式・刃径DC | 食付き長PL | 刃長LC | 溝長LCF | 首下長LU | 全長OAL | シャンク径DCON | 刃数ZEFP |
|---|---|---|---|---|---|---|---|
| FPR 2.950~3.050 | 0.3 | 18 | 25 | 35 | 60 | 3 | 4 |
| FPR 3.051~3.350 | 0.3 | 18 | 25 | 35 | 60 | 4 | 4 |
| FPR 3.351~3.650 | 0.4 | 18 | 26 | 35 | 60 | 4 | 4 |
| FPR 3.651~4.050 | 0.5 | 18 | 26 | 35 | 60 | 4 | 4 |
| FPR 4.051~5.050 | 0.5 | 25 | 35 | 40 | 70 | 6 | 6 |
| FPR 5.051~6.050 | 0.5 | 25 | 35 | 40 | 80 | 6 | 6 |
| FPR 6.051~8.050 | 0.5 | 25 | 36 | 40 | 80 | 8 | 6 |
| FPR 8.051~9.050 | 0.7 | 35 | 47 | 55 | 90 | 10 | 6 |
| FPR 9.051~10.050 | 0.7 | 35 | 48 | 55 | 90 | 10 | 6 |
| FPR 10.051~12.050 | 0.7 | 40 | 54 | 60 | 100 | 12 | 6 |
参考切削条件
| 刃径DC(mm) | 切削速度Vc(m/min) | 送り量f(mm/rev) | リーマ代(φmm) |
|---|---|---|---|
| 3 | 10~40 | 0.025~0.15 | 0.1 |
| 4 | 10~40 | 0.03~0.2 | 0.1 |
| 5 | 10~40 | 0.04~0.25 | 0.1 |
| 6 | 10~40 | 0.05~0.3 | 0.1 |
| 8 | 10~40 | 0.07~0.4 | 0.1 |
| 10 | 10~40 | 0.08~0.5 | 0.1 |
| 12 | 10~40 | 0.10~0.5 | 0.2 |
| 刃径DC(mm) | 切削速度Vc(m/min) | 送り量f(mm/rev) | リーマ代(φmm) |
|---|---|---|---|
| 3 | 10~40 | 0.025~0.15 | 0.1 |
| 4 | 10~40 | 0.03~0.2 | 0.1 |
| 5 | 10~40 | 0.04~0.25 | 0.1 |
| 6 | 10~40 | 0.05~0.3 | 0.2 |
| 8 | 10~40 | 0.07~0.4 | 0.2 |
| 10 | 10~40 | 0.08~0.5 | 0.2 |
| 12 | 10~40 | 0.10~0.5 | 0.3 |
| 刃径DC(mm) | 切削速度Vc(m/min) | 送り量f(mm/rev) | リーマ代(φmm) |
|---|---|---|---|
| 3 | 10~30 | 0.025~0.15 | 0.1 |
| 4 | 10~30 | 0.03~0.2 | 0.1 |
| 5 | 10~30 | 0.04~0.25 | 0.1 |
| 6 | 10~30 | 0.05~0.3 | 0.1 |
| 8 | 10~30 | 0.07~0.4 | 0.1 |
| 10 | 10~30 | 0.08~0.5 | 0.1 |
| 12 | 10~30 | 0.10~0.5 | 0.2 |
| 刃径DC(mm) | 切削速度Vc(m/min) | 送り量f(mm/rev) | リーマ代(φmm) |
|---|---|---|---|
| 3 | 5~30 | 0.025~0.15 | 0.1 |
| 4 | 5~30 | 0.03~0.2 | 0.1 |
| 5 | 5~30 | 0.04~0.25 | 0.1 |
| 6 | 5~30 | 0.05~0.3 | 0.2 |
| 8 | 5~30 | 0.07~0.4 | 0.2 |
| 10 | 5~30 | 0.08~0.5 | 0.2 |
| 12 | 5~30 | 0.10~0.5 | 0.3 |
| 刃径DC(mm) | 切削速度Vc(m/min) | 送り量f(mm/rev) | リーマ代(φmm) |
|---|---|---|---|
| 3 | 5~15 | 0.025~0.15 | 0.1 |
| 4 | 5~15 | 0.03~0.2 | 0.1 |
| 5 | 5~15 | 0.04~0.25 | 0.1 |
| 6 | 5~15 | 0.05~0.3 | 0.1 |
| 8 | 5~15 | 0.07~0.4 | 0.1 |
| 10 | 5~15 | 0.08~0.5 | 0.1 |
| 12 | 5~15 | 0.10~0.5 | 0.2 |
| 刃径DC(mm) | 切削速度Vc(m/min) | 送り量f(mm/rev) | リーマ代(φmm) |
|---|---|---|---|
| 3 | 10~40 | 0.025~0.15 | 0.1 |
| 4 | 10~40 | 0.03~0.2 | 0.1 |
| 5 | 10~40 | 0.04~0.25 | 0.1 |
| 6 | 10~40 | 0.05~0.3 | 0.2 |
| 8 | 10~40 | 0.07~0.4 | 0.2 |
| 10 | 10~40 | 0.08~0.5 | 0.2 |
| 12 | 10~40 | 0.10~0.5 | 0.3 |
| 刃径DC(mm) | 切削速度Vc(m/min) | 送り量f(mm/rev) | リーマ代(φmm) |
|---|---|---|---|
| 3 | 20~60 | 0.025~0.15 | 0.1 |
| 4 | 20~60 | 0.03~0.2 | 0.1 |
| 5 | 20~60 | 0.04~0.25 | 0.1 |
| 6 | 20~60 | 0.05~0.3 | 0.2 |
| 8 | 20~60 | 0.07~0.4 | 0.2 |
| 10 | 20~60 | 0.08~0.5 | 0.2 |
| 12 | 20~60 | 0.10~0.5 | 0.3 |
| 刃径DC(mm) | 切削速度Vc(m/min) | 送り量f(mm/rev) | リーマ代(φmm) |
|---|---|---|---|
| 3 | 15~50 | 0.025~0.15 | 0.1 |
| 4 | 15~50 | 0.03~0.2 | 0.1 |
| 5 | 15~50 | 0.04~0.25 | 0.1 |
| 6 | 15~50 | 0.05~0.3 | 0.2 |
| 8 | 15~50 | 0.07~0.4 | 0.2 |
| 10 | 15~50 | 0.08~0.5 | 0.2 |
| 12 | 15~50 | 0.10~0.5 | 0.3 |
| 刃径DC(mm) | 切削速度Vc(m/min) | 送り量f(mm/rev) | リーマ代(φmm) |
|---|---|---|---|
| 3 | 5~30 | 0.025~0.15 | 0.1 |
| 4 | 5~30 | 0.03~0.2 | 0.1 |
| 5 | 5~30 | 0.04~0.25 | 0.1 |
| 6 | 5~30 | 0.05~0.3 | 0.1 |
| 8 | 5~30 | 0.07~0.4 | 0.1 |
| 10 | 5~30 | 0.08~0.5 | 0.1 |
| 12 | 5~30 | 0.10~0.5 | 0.2 |
| 刃径DC(mm) | 切削速度Vc(m/min) | 送り量f(mm/rev) | リーマ代(φmm) |
|---|---|---|---|
| 3 | 5~20 | 0.025~0.15 | 0.1 |
| 4 | 5~20 | 0.03~0.2 | 0.1 |
| 5 | 5~20 | 0.04~0.25 | 0.1 |
| 6 | 5~20 | 0.05~0.3 | 0.1 |
| 8 | 5~20 | 0.07~0.4 | 0.1 |
| 10 | 5~20 | 0.08~0.5 | 0.1 |
| 12 | 5~20 | 0.10~0.5 | 0.2 |